守护蓝天 化工厂废气净化器的原理、技术与应用

在现代工业体系中,化工厂是国民经济的重要支柱,但其生产过程中产生的废气——通常含有硫氧化物、氮氧化物、挥发性有机物、粉尘及各种有毒有害气体——若未经处理直接排放,将对大气环境、生态平衡和人类健康构成严重威胁。废气净化器,作为化工厂末端治理的核心设备,扮演着环境守护者的关键角色,是实现绿色、可持续化工生产的必备技术保障。
一、废气净化器的核心使命
化工厂废气的成分复杂、浓度多变、处理难度高。废气净化器的根本任务,是通过一系列物理、化学或生物方法,将废气中的污染物有效分离、转化或分解,使其达到国家及地方排放标准,最终实现清洁排放。这不仅是对环保法规的遵守,更是企业社会责任与长远发展的体现。
二、主流净化技术与工作原理
针对不同的废气特性,净化技术各有侧重,常组合应用以达到最佳效果:
- 物理吸附法:
- 代表设备:活性炭吸附装置、分子筛吸附器。
- 原理:利用活性炭等多孔材料巨大的比表面积和丰富的微孔结构,通过分子间作用力(范德华力)吸附废气中的有机蒸汽、恶臭物质等。此方法适用于低浓度、大风量的有机废气净化,设备简单,但吸附剂需定期更换或再生。
- 化学净化法:
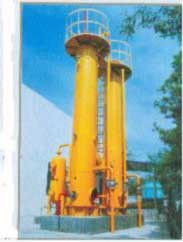
- 吸收(洗涤):采用喷淋塔、填料塔等,使废气与特定吸收液(如碱液、酸液、氧化剂溶液)充分接触,发生化学反应从而去除污染物。例如,用氢氧化钠溶液吸收酸性气体(SO₂、HCl)。
- 催化燃烧(CO)与蓄热式燃烧(RTO):适用于中高浓度有机废气。在催化剂作用下(CO)或高温环境中(RTO,通常800℃以上),将有机物彻底氧化分解为无害的CO₂和H₂O。RTO因其高效的热回收率(>95%)而备受青睐。
- 生物净化法:
- 代表设备:生物滤池、生物滴滤塔。
- 原理:利用微生物的新陈代谢作用,将废气中的可生物降解污染物(如部分VOCs、恶臭物质)作为营养源,转化为细胞物质、水及CO₂。此法运行成本低、无二次污染,尤其适用于处理低浓度、可生物降解的恶臭废气。
- 除尘与深度净化:
- 对于含尘废气,常先采用布袋除尘器、静电除尘器等去除颗粒物。
- 低温等离子体、光催化氧化等高级氧化技术,则用于处理难降解的微量有毒有机物,作为深度净化手段。
三、系统集成与智能控制
一套高效的废气净化系统绝非单一设备的简单堆砌,而是包含集气罩/管道、预处理单元、核心净化单元、风机、排气筒及在线监测系统的有机整体。现代净化系统越来越注重智能化:
- 实时监控:通过传感器连续监测废气流量、浓度、温度及关键污染物指标。
- 智能调节:根据监测数据自动调节风机频率、药剂投加量、燃烧温度等运行参数,在确保净化效率的同时实现节能降耗。
- 预警与维护:系统可预测设备故障、提示吸附剂饱和或催化剂失活,实现预防性维护。
四、挑战与未来发展趋势
当前,废气净化领域仍面临一些挑战,如:超低排放要求下的技术极限突破、复杂混合废气的协同处理、运行成本(尤其是能耗与耗材)的进一步降低,以及废弃吸附剂/催化剂的资源化处置等。
未来发展趋势清晰可见:
- 技术耦合与工艺优化:将多种技术(如吸附浓缩+燃烧)智能组合,形成针对性解决方案。
- 材料创新:研发更高容量、更长寿命、可再生的吸附材料,以及更高效、抗中毒的催化剂。
- 能源回收与资源化:深化能量回收(如RTO的热能),探索将废气中的碳、硫等元素转化为有用产品的资源化路径。
- 数字化与AI赋能:利用大数据和人工智能模型,实现净化系统的全生命周期优化、预测性运行和智慧管理。
结语
化工厂废气净化器,已从单纯的“合规设备”演变为推动化工行业清洁生产、循环经济与低碳转型的战略支点。它不仅是烟囱末端的“过滤器”,更是嵌入生产流程的“净化器官”。随着环保意识的深化和技术的不断进步,更高效、更智能、更经济的废气净化解决方案,将持续为化工行业描绘出生产发展与环境保护和谐共生的绿色蓝图,守护我们共同的蓝天白云。
如若转载,请注明出处:http://www.nyddxlngcy.com/product/33.html
更新时间:2026-06-18 21:56:45